
Lorsqu’une fissure apparaît sur un carter de moteur ou qu’une bride industrielle montre des signes de fatigue, la question de la réparation se pose immédiatement. Si la soudure traditionnelle par fusion reste la norme, elle impose des contraintes thermiques et un matériel lourd parfois inaccessibles. La soudure à froid apporte une réponse pratique. Mais au-delà de la simplicité d’usage, une interrogation demeure pour tout technicien ou bricoleur : quelle est la réelle résistance mécanique de ces assemblages sans chaleur ? Est-ce une solution durable ou un simple pansement temporaire ?
Le principe de la soudure à froid : une adhésion moléculaire sans fusion
Contrairement au soudage à l’arc ou au TIG qui repose sur la fusion des métaux, la soudure à froid, souvent appelée soudure chimique, utilise des polymères bi-composants. Ces produits sont généralement constitués d’une résine époxy chargée de particules métalliques. Le processus ne modifie pas l’état physique du support par la chaleur, mais déclenche une réaction chimique de polymérisation. Cette réaction crée un lien structurel solide entre les surfaces.
La chimie au service de la solidité
Le produit se compose d’une résine et d’un durcisseur. Une fois mélangés, ils provoquent une réaction exothermique qui transforme la pâte malléable en un bloc rigide. La résistance mécanique finale dépend de la qualité de l’ancrage dans les micro-porosités du support. La préparation de surface, incluant ponçage et dégraissage, est l’étape déterminante pour garantir que l’assemblage supporte les contraintes de traction et de cisaillement.
Une alternative technologique : l’impulsion magnétique
Il existe une variante utilisée dans l’industrie de pointe : la soudure à froid par impulsion magnétique. Cette méthode emploie des forces électromagnétiques pour projeter deux pièces l’une contre l’autre à une vitesse telle que les atomes fusionnent à l’interface sans élévation globale de température. Bien que plus robuste que la version chimique, elle nécessite des équipements spécifiques et s’applique principalement à des géométries simples comme les tubes.
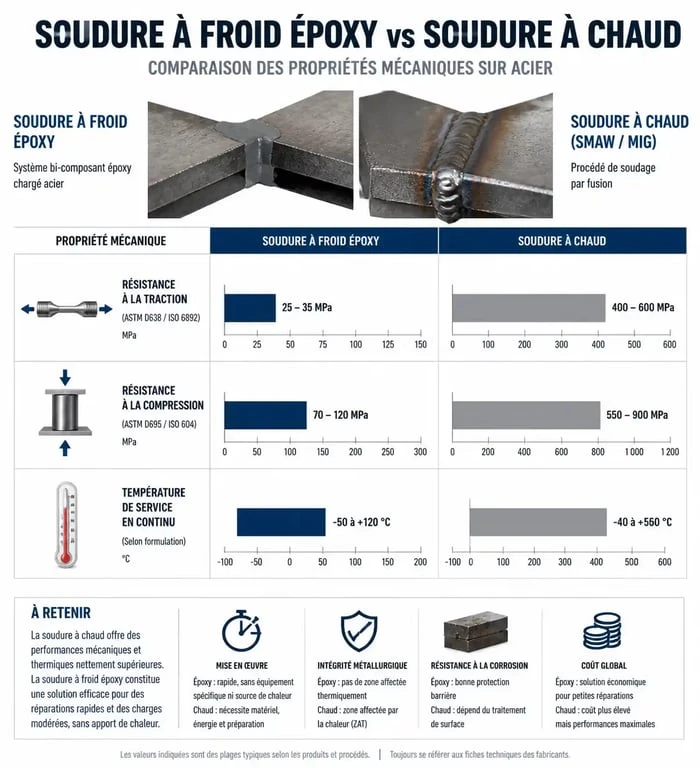
Analyse de la résistance mécanique : chiffres et limites
Pour évaluer la fiabilité d’une soudure à froid, il faut regarder au-delà de la dureté de surface. Les performances varient selon les formulations, mais certains standards permettent de situer cette technologie par rapport aux méthodes classiques.
| Propriété Mécanique | Soudure à Froid (Époxy) | Soudure à Chaud (Acier) |
|---|---|---|
| Résistance à la traction | 25 à 45 MPa | 350 à 500 MPa |
| Résistance à la compression | 80 à 120 MPa | ~250 MPa |
| Résistance thermique | Jusqu’à 180°C | > 1000°C |
| Module d’élasticité | Faible (absorbe les vibrations) | Élevé (rigide) |
La gestion des contraintes vibratoires
Un atout méconnu de la soudure à froid est sa capacité à absorber certaines vibrations. Là où une soudure à chaud trop rigide pourrait fissurer sous l’effet de cycles de résonance, le polymère agit comme un amortisseur. Cette caractéristique la rend efficace pour la réparation de carters de machines tournantes ou de pompes hydrauliques soumises à des micro-mouvements constants.
Une structure monolithique sans aucune souplesse finit par créer des brèches sous la pression. La soudure à froid, par sa nature moléculaire, permet une répartition des charges plus diffuse. Elle accompagne l’énergie mécanique sans rompre le lien d’adhésion. Cette nuance est fondamentale lors de réparations sur des blocs moteurs où les dilatations thermiques testent la cohésion de l’ensemble.
Résistance à la pression et étanchéité
Dans les systèmes hydrauliques ou de plomberie, la soudure à froid colmate les fuites. Sa résistance à la pression peut atteindre 50 à 80 bars après polymérisation complète. Elle reste toutefois sensible aux coups de bélier si elle n’est pas renforcée par un manchon mécanique ou une armature en fibre de verre intégrée dans la résine.
Domaines d’application : quand privilégier cette solution ?
La soudure à froid ne remplace pas le poste à souder pour la construction de charpentes métalliques, mais elle excelle là où la chaleur est une contrainte technique.
En réparation automobile, elle permet le colmatage de fissures sur des blocs cylindres, carters d’huile ou radiateurs sans risquer de déformer les plans de joint. Dans la maintenance industrielle, elle sert à la réfection de portées de roulements usées ou au comblement de cavités de corrosion sur des vannes de gros diamètre. Dans le secteur maritime, elle assure des réparations d’urgence sous la ligne de flottaison, certaines résines polymérisant en milieu humide. Enfin, en plomberie, elle répare des tuyauteries en cuivre ou acier lorsque l’usage d’un chalumeau présente un risque d’incendie.
Compatibilité avec les matériaux dissemblables
Cette technique permet de lier des matériaux impossibles à souder par les méthodes traditionnelles. On peut assembler de l’acier avec de l’aluminium ou du métal avec du plastique avec une continuité mécanique satisfaisante. Le mastic époxy sert de pont de liaison, annulant les problèmes de compatibilité métallurgique couramment rencontrés en fonderie.
Guide pratique pour maximiser la solidité de l’assemblage
Pour atteindre les niveaux de résistance mécanique annoncés, l’application ne souffre aucune approximation. Une soudure à froid qui lâche est, dans la majorité des cas, le résultat d’une mauvaise préparation.
Les étapes clés d’une application réussie
La préparation abrasive est la première étape. Le métal doit être mis à nu. Un ponçage grossier, avec un grain 40 ou 80, est préférable à un ponçage fin car il augmente la surface de contact et crée des points d’ancrage mécaniques. Ensuite, procédez à un dégraissage chimique. Utilisez un solvant puissant comme l’acétone ou un nettoyant frein pour éliminer toute trace d’huile. La moindre pellicule grasse empêchera les molécules de polymère de se lier au métal.
Le dosage et le mélange sont tout aussi cruciaux. Respectez scrupuleusement les proportions indiquées, souvent 1:1 en volume ou poids. Un mélange mal homogénéisé présentera des zones molles qui ruineront la résistance globale. Enfin, respectez le temps de polymérisation. Ne sollicitez pas la pièce trop tôt. Si le produit semble dur au toucher après 30 minutes, sa structure interne n’atteint souvent sa résistance maximale qu’après 12 à 24 heures à température ambiante.
Sécurité et précautions d’usage
Bien que froide, cette soudure nécessite des précautions. Les résines époxy peuvent provoquer des irritations cutanées sévères ou des allergies respiratoires. Le port de gants en nitrile est impératif. Lors du ponçage après durcissement, les poussières chargées de particules métalliques ne doivent pas être inhalées. Travaillez toujours dans un espace ventilé pour évacuer les vapeurs de solvants durant la phase de mélange.
Conclusion : la soudure à froid est-elle un choix fiable ?
La soudure à froid est une solution d’ingénierie sérieuse dès lors que l’on comprend ses limites. Elle offre une résistance mécanique remarquable en compression et une excellente tenue chimique, ce qui en fait une alliée précieuse pour les réparations d’urgence et la maintenance préventive. Cependant, pour des pièces soumises à des contraintes de traction extrêmes ou à des températures dépassant les 200°C, elle ne peut se substituer à une soudure par fusion ou au remplacement de la pièce. En respectant le protocole d’application, elle permet de sauver des équipements coûteux avec une fiabilité éprouvée, de la marine nationale aux ateliers de mécanique de précision.